我们的现场实拍视频将带您走进(太原)【本地】PE燃气管MPP塑钢复合管一站式采购产品的世界,产品视频细节之美一览无余!
以下是:(太原)【本地】PE燃气管MPP塑钢复合管一站式采购的图文介绍
【本地】PE燃气管MPP塑钢复合管一站式采购")
用电动旋刀分别将HDPE燃气管管材端切平整,确保两管材接触面能充分吻合。将需安装连接的两根HDPE燃气管同时放在热熔器夹具上,且每根管材另一端用管支架托起至同一水平面。将电热板升温至210摄氏度,放置在两管材端面中间,然后操作电动液压装置使两管材端面同时与电热板接触加热。抽掉电热板,再次操作液压装置,使熔融的两管材端面充分对接并锁定液压装置。保持一定冷却时间后松开;操作完毕,须经试压验收合格后,方可埋土投入使用。
有时候,在验收HDPE燃气管的时候会发现其表面粗糙,无法达到合格的标准。要知道,造成管材表面粗糙的原因有很多方面,因此,必须明确原因之根本才能采取针对性的解决措施,使得HDPE燃气管具备优质的表面。如果HDPE燃气管是用新材料制作的话,就可以排除原料中的水分造成管材表面粗糙这个原因;若是HDPE燃气管粗糙只发生在表面很薄的一层,说明它可能是在口模段形成的。HDPE燃气管表面的粗糙是由于熔体与模具表面的摩擦引起的,与模具的表面粗糙度无关,而且这种摩擦的根本原因是熔体与模具金属表面之间的粘附。对于高粘度的聚乙烯来说,由于分子链之间缠结力很强,不容易从熔体中脱离出来,无法形成有效的润滑,因此才会使HDPE燃气管表面很粗糙。所以要想变光滑的话,就只有另外补充润滑剂了。
HDPE燃气管安装时的注意事项,虽然HDPE燃气管只是一种塑料管材产品,但是它在安装的时候也会涉及到各种各样的安全问题。接下来,便是关于HDPE燃气管安装时的注意事项。安装HDPE燃气管的时候,有必要对安装装置负载后的电压进行测量;同时,要在机器的外壳进行接地,确保人身安全。在测量装置电压之后,还要测量电网、发电机电压,确保电压始终保持在220V,目的是为了防止机器损毁。由于连接HDPE燃气管的时候要用到加热工艺,因此,加热板温度指示灯要亮,以此来确保焊接温度。
那么哪些因素会导致HDPE燃气管出现损坏呢?首先HDPE燃气管施工质量问题,主要表现是焊口开裂泄漏。这类情况是因为施工中没有及时清洗HDPE燃气管和管件的焊接部位,导致水、灰尘等与其接触引起热熔粘接不牢固,或者热熔时间和对接压力等参数把握不成熟。再就是人为因素。如果施工覆土时埋入尖锐石块等,重车驶过会导致漏水;在管道上打眼盗水;挖掘机施工中挖漏管线;推土机推土等这些破坏都会导致HDPE燃气管的漏水和损坏。
【本地】PE燃气管MPP塑钢复合管一站式采购")
【本地】PE燃气管MPP塑钢复合管一站式采购")
中沙(天津)石化有中石化化销华北和沙伯(上海)基础有限公司两大经销商对其大部分产品进行销售,仅有极少部分由石化厂进行自销,通过了解,石化厂家后期将逐步增强直销销售范围,更进一步满足厂家需求。由于中沙(天津)石化是合资企业性质,低压和线性产品采用分开销售的方式:低压完全由中石化化销华北进行销售,线性完全由沙伯(上海)基础有限公司进行销售。
而对于异地库销售模式,因沙伯(上海)基础有限公司地处华东,原料需要从天津库运往上海库,以此满足华东地区厂家的需求,这样一来,说明中沙(天津)石化也存在异地库销售模式,只是没有中石化和中石油范围广泛。中沙(天津)石化在与经销商进行原料交易时,通常会签订协议,一般协议时间为半年或一年,如在此期间内,销售额达到或超出石化厂规定数量,石化厂会给予相应的优惠。对于运输方式来说,华北周边由于路途较近,交通方便,主要采用汽运;而华东地区则采用海运把原料先行运到上海库,然后在进行销售。
通过计算PE管材由于内壁相当光滑,单位长度水头损失仅为同口径铸铁管材的70%,可有效降低水泵的扬程,节约运行成本。PE管材较球墨铸铁管材具有更低的弹性模量,水锤压力的增值明显降低,可有效防止水锤压力波动对管材本身造成的危害,提高管道运行的安全性能。
PE管卫生条件好。无毒,不含重金属添加剂,不结垢,不滋生细菌。柔韧性好,抗冲击强度高,耐强震、扭曲,可用于非开挖。独特的电熔焊接和热熔对接技术使接口强度高于管材本体,保征了接口的安全可靠。施工连接方便,沟槽开挖同普通产品,无需防腐处理。耐腐蚀,增大了管线的使用寿命,且能彻底解决引用水的二次污染,使用寿命长,正常情况下可使用50年。
球墨铸铁管的生产工艺中会出现一些铸造缺陷,如气孔、重皮、颈缩,甚至一些影响到管道正常使用寿命的缺陷,如,深裂纹,渗漏,等等。国内的很多厂家由于生产技术不足,造成管道废品率较高,所以经常采用焊补和胶补的方法来修复管道。产品标准中并没有限定管材不允许焊补和胶补,而修补过的管道经过锌层和沥青漆涂敷,从外表面上看是无法知晓的,所以这种方法很是被多数厂家赏识,即可以用来提高管道的表面质量,又可以提高管道的成品率。事实上,这种行为是不可取的。理由如下: 球墨铸铁上很难得到高质量的焊补,焊补过程将会改变该处的球墨铸铁的金相组织,修补部位可能留下一个缺陷,比如夹渣。它会加速腐蚀速度,修补仅限于管道表面,如果是影响正常使用的深裂纹,裂纹依然存在。
【本地】PE燃气管MPP塑钢复合管一站式采购")
【本地】PE燃气管MPP塑钢复合管一站式采购")
【本地】PE燃气管MPP塑钢复合管一站式采购")
润星电力管材有限公司视客户为朋友,诚信相待,精诚奉献。我们坚信:锲而不舍的努力是企业成功的关键,不断满足消费者的需求是企业生存的基础,而 太原地埋穿线电缆保护管、产品质量是企业的生命。多年来,公司以坚实的质量体系为保障,以可靠的 太原地埋穿线电缆保护管、产品为载体,凭借诚挚的公司信誉,热忱的服务,向广大客户传达了“优质材料,优惠价格,优良服务” 的三优标准服务,赢得了广大客户的真诚厚爱。
【本地】PE燃气管MPP塑钢复合管一站式采购")
【本地】PE燃气管MPP塑钢复合管一站式采购")
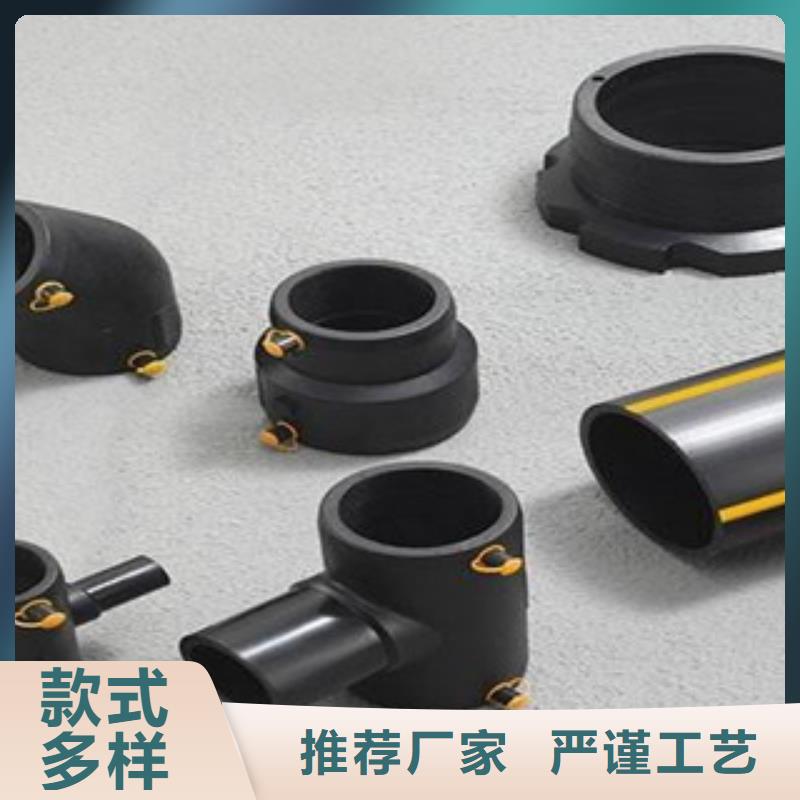
随着PE燃气管道越来越多的替换老旧铸铁管道,一些不常遇到的问题就接踵而至,有些客户会问,PE燃气管这么好用,那么与球阀、蝶阀之类的阀门连接时,应该怎样连接?PE燃气管与阀门(闸阀|蝶阀)连接,一般情况下PE燃气管道与铸铁管以及阀门连接时,都采用法兰连接,这是最常用的PE燃气管连接方式。PE燃气管与阀门连接之法兰连接操作步骤,按金属管法兰连接要求,将一个钢质法兰片焊接在待连接的钢管端部。将另一个钢质法兰片(背压活套法兰)套入待连接的聚乙烯PE法兰连接件(跟型管端)的端部。按聚乙烯PE燃气管连接要求,将法兰连接件(跟型管端)平口端与聚乙烯PE燃气管进行热熔连接或电熔连接。将法兰垫片或密封圈放入金属管端钢质法兰片与法兰连接件(跟型管端)端面。
并使连接面配合紧密。安装螺栓,对称位置均匀紧固螺栓——安装完成。本图适用于PE燃气管材的热熔连接,当dn≤110时,采用热熔承插连接;当dn≥110时,采用热熔对接连接。PE燃气管热熔连接工具的温度控制应精确,加热面温度分布应均匀,加热面结构应符合焊接工艺要求。热熔连接前、后应使用洁净棉布擦净加热面商的污物。PE燃气管热熔连接加热时间、加热温度和施加的压力以及保压、冷却时间,应符合热熔连接工具生产企业和聚乙烯管材、管件以及管道附件生产企业的规定。在保压、冷却期间不得移动连接管件或在连接件上施加任何外力。PE燃气管材、PE燃气管件热熔承插连接操作步骤。PE燃气管材端口外部宜进行倒角,角度不宜小于30℃,且管材表面坡口长度不大于4mm。
测量管件承口长度,并在管材插入端标出插入长度和刮除插入段表皮。PE燃气管材、管件连接面商的污物应用洁净棉布擦净。公称外径大于或等于63mm的管道热熔承插连接,应采用机械装置的热熔承插连接,并校直两对应的待连接件,使其在同一轴线上。公称外径小于63mm的管道热熔连接,在整圆工具配合下,可采用手动热熔承插连接。PE燃气管材插口外表和PE燃气管件承口内表面应使用热熔承插式加热工具加热。加热完毕后,待连接件应迅速脱离承插连接加热工具,检查连接件的加热面熔化的均匀性和是否有损伤。然后,用均匀外力将PE燃气管材插入管件承口内,至管材插入长度标记位置,使其承口端部形成均匀凸缘。给水用聚乙烯(PE)管件应符合 标准《给水用聚乙烯(PE)管道系统第2部分:管件》GB/T13663.2-2005的相关规定及要求。
【本地】PE燃气管MPP塑钢复合管一站式采购")
【本地】PE燃气管MPP塑钢复合管一站式采购")
【本地】PE燃气管MPP塑钢复合管一站式采购")





 扫一扫
扫一扫