观看我们的产品视频,就像打开了一扇通往《盘锦》(本地)H型钢【合金管】专注质量产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:《盘锦》(本地)H型钢【合金管】专注质量的图文介绍
H型钢【合金管】专注质量")
为了改善汽车板的耐腐蚀性,将扩大热镀锌钢板的使用率。因此,现代化的连续热镀锌机组除生产DQ、DDQ、EDDQ、SEDDQ等低碳深冲软钢外,还将高强度钢板引入了热镀锌机组生产,因此DP钢、TRIP钢、TWIP钢等几种适用于汽车的高强度镀锌钢板成为目前的研究热点。对于高强镀锌板,除了要满足高强度要求以外,其镀层还要满足耐蚀性、可成型性等要求。水洗角钢清除角钢表面的碱水、酸洗溶液残留等,以及杂质或铁盐类附着物。浸渍助镀液,使镀锌角钢表面得到进一步清洁,保护角钢表面在浸锌之前,减少或不再发生二次生锈。烘干温度必须达到足够蒸发助镀液复盐盐膜里残余水分的温度值,但不应超过150℃,因为温度过高,氯化锌的结晶水也会蒸发,这就是工程上所说的“烘干烧失”现象:这种结晶水对浸锌过程是有益的,结晶水会产生两种羟基酸,它们将可分解钢铁角钢浸入锌液时表明所形成的氧化锌层。热浸镀锌、热浸锌、漫锌角钢浸入温度为450℃±5℃(不同类型、大小、蓄热能力的角钢,选择的锌液温度会有调整)的纯锌液中,达到一定时间后引出,角钢表面获得一层连续的,含有Zn-Fe合金相层和纯锌层的复杂结构的镀锌层。镀后冷却、钝化镀锌角钢从锌液中引出后,为防止高温状态下覆附在角钢表面上的Zn-Fe合金反应继续发生,减少锌液的进一步氧化,快速形成稳定的镀锌层,需要快速冷却。镀锌角钢的精整旨在清除角钢附着在镀锌层表面的锌灰,挂瘤、锌渣等。并对“漏镀”的位置进行修补处理。镀锌层的检验和测定、角钢外观检查等。对于不合格的热镀锌角钢需要返工重做,合格的热镀锌角钢则进行入库打包、存放,以备交货。干燥时,要防止因叠管、错位及弯管造成的危害,防止干燥温度超过60℃及局部过热。加强管理,尽量将干燥时产生的水蒸汽引出室外排放。因为镀锡板的耐蚀性与Sn-Fe合金层有很大关系W,因此,控制合金层生长十分重要。影响Sn-Fe合金层结构与性能的因素在实践中可以发现,不同厂家生产的镀锡板其耐蚀性不同,这种偏差来自于镀锡板在制造过程中的各个工序,和原板也有关系。要获得耐蚀性优良的镀锡板,必须楚这些影响因素。般来说,如杲钢基板含有大量的马氏体,镀锡板的耐蚀性会大大提篼,并且钢基板完全是马氏体钢时,可获得 的耐蚀性。还发现,若马氏体未经回火的话,基板的耐蚀性会更好。
H型钢【合金管】专注质量")
H型钢【合金管】专注质量")
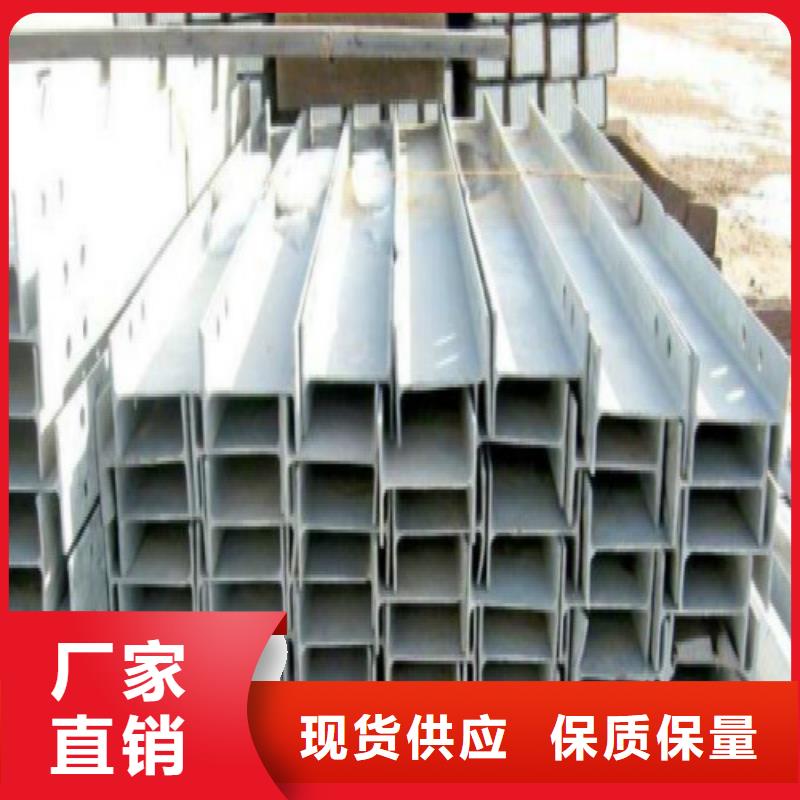
一、H型钢焊接
H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应清除焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50mm。再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。
焊接方法采用门式埋弧焊进行自动焊接。如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。
进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。
焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口 修磨平整,严禁用锤击落。 二、焊接H型钢矫正
焊接H型钢焊接完成后应进行校正,校正分机械矫正和火焰矫正两种形式,其中焊接角变形采用火焰烘烤或用H型钢翼缘矫正机进行机械矫正,矫正后的钢材表面不应有明显的划痕或损伤,划痕深度不得大于0. 5mm。弯曲、扭曲变形采用火焰矫正,矫正温度控制在800到900°C,且不得有过烧现象。钢结构工程是一个系统工程,它包括设计、加工制造和施工安装三个过程。了解钢结构各个组成部分的加工制造过程对于结构工程师而言是十分必要的。钢结构的加工制作与安装均应满足现行 标准《钢结构工程施工规范》GB 50755及《钢结构工程施工质量验收规范》GB 50205的相关要求,钢结构工程的焊接亦应遵照现行 标准《钢结构焊接规范》GB 50661的规定。
现在我们来讲解一下,钢结构工程中使用较多的H型钢加工制作内容。
H型钢【合金管】专注质量")
H型钢【合金管】专注质量")
H型钢【合金管】专注质量")
上乘的 盘锦镀锌钢管产品质量,可靠的售后服务,赢得了广大客户的一致好评。响誉全国, 盘锦镀锌钢管客户遍布全国各地的各个行业,无论是服务质量、技术水平、时间保证等深得企业及个人用户的广泛信赖。万弗莱钢有限公司是一家朝气蓬勃的年青企业,本着务实、创新、学习的精神,愿与国内外同行竭诚合作,共谋发展!
H型钢【合金管】专注质量")
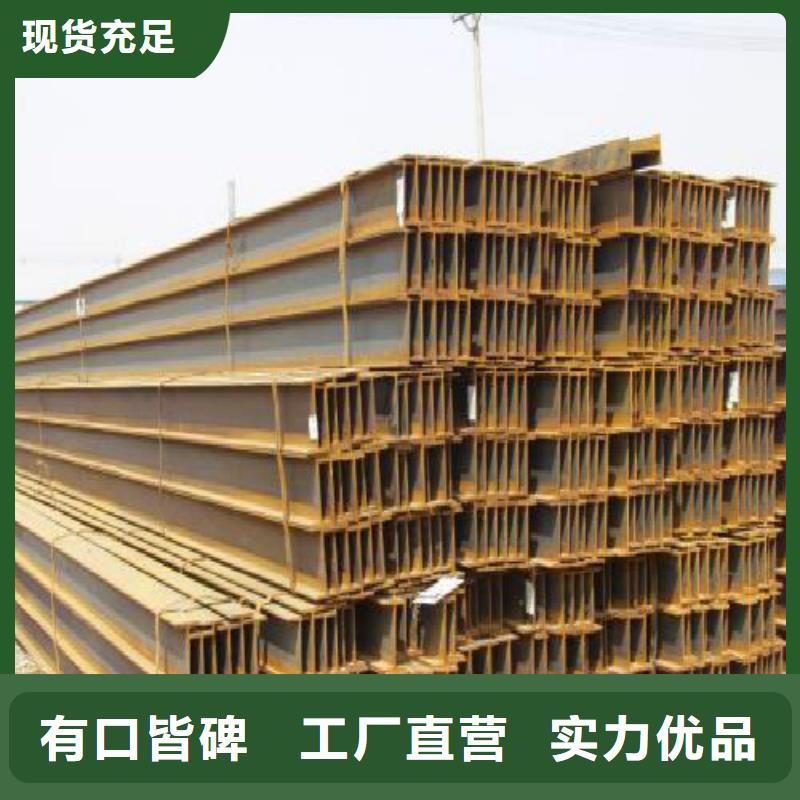
外观质量
Q345B角钢的表面质量在标准中有规定,一般要求不得存在使用上有害的缺陷,如分层、结疤、裂缝等。
角钢几何形状偏差的允许范围在标准中也有规定,一般包括弯曲度、边宽、边厚、顶角、理论重量等项,并规定角钢不得有显著的扭转。
化学成分
(1)成分指标:角钢的化学成分属一般结构用轧制钢材系列,主要验证指标为C、Mn、P、S四项。根据牌号不同,含量各有差别,大致范围为C<0.22%、Mn:0.30—0.65%、P<0.060%、S<0.060%。
(2)检验方法:检测上述化学成分时,常用的标准检验方法有GB223、JISG1211—1215、BS1837、BS手册19、ГОСТ22536等。
规格标准
GB/T2101-2008(型钢验收、包装、标志及质量证明书的一般规定);GB/T706-2008(代替GB/T9787-88 GB/T9788-88)(热轧等边/不等边角钢尺寸、外形、重量及允许偏差);JISG3192-94(热轧型钢的形状、尺寸、重量及其容许差);DIN17100-80(普通结构钢质量标准);ГОСТ535-88(普通碳素型钢技术条件)。
根据上述标准的规定,Q345B角钢应成捆交货、其捆扎道次、同捆长度等应符合规定。角钢一般属裸装交货,运输和储存均需要注意防潮。
机械性能
(1)检验方法:
①拉伸试验方法。常用的标准检验方法有GB/T228-87、JISZ2201、JISZ2241、ASTMA370、ГОСТ1497、BS18、DIN50145等;② 弯曲试验方法。常用的标准检验方法有GB/T232-88、JISZ2204、JISZ2248、ASTME290、ГОСТ14019、DIN50111等。
(2)性能指标:考核角钢性能的检验项目主要为拉伸试验和弯曲试验。指标包括屈服点、抗拉强度、延伸率及弯曲合格等项。
H型钢【合金管】专注质量")




 扫一扫
扫一扫